
















































Beverage Production and Packaging Equipment

Beverage packaging equipment refers to machinery utilized in the production and manufacturing of various beverages. In order to accommodate the requirements of industrialized beverage production and achieve optimal economic benefits, beverage production equipment is increasingly trending towards larger scales. For example, the filling speed of carbonated beverage filling equipment can reach up to 2000 cans per minute. HZM Machinery Co., Ltd., for instance, has filling equipment with respective valve counts of 165, 144, and 178.
Trends in Beverage Production Equipment
- High-speed, high-quality, high-precision development towards larger scales. For non-carbonated beverage equipment, valve counts range from 50 to 100, with the highest filling speed reaching up to 1500 cans per minute.
- Equipment multifunctionalization Offering multiple uses, it adapts to various liquids and bottle types for filling and sealing. It can perform hot filling for various beverages like tea, coffee, soy milk, and fruit juices, as well as fill glass and PET bottles.
- Electromechanical integration This is the most crucial trend in the current development of beverage machinery. Programmable logic controllers are widely used in the control systems of beverage machinery. Larger equipment employs computer control, self-diagnostic capabilities, signal displays, and achieves intelligence. The equipment boasts high technological content and reliability, with elevated self-control levels and overall line efficiency. Complementary online inspection and measurement devices automatically detect various parameters with precision. High-tech products integrating mechanics, electronics, pneumatics, optics, and magnetics continue to emerge. The reliability of beverage packaging equipment and the coordination of packaging lines directly influence the work efficiency, production costs, and product quality of the entire production line.
Introduction to Beverage Production and Packaging Equipment

Beverages are processed liquids suitable for human or animal consumption, especially those that quench thirst, provide nutrition, or invigorate. Beverage production equipment is used to manufacture various beverages and typically consists of numerous devices forming a production line, including water treatment equipment, bottle rinsers, fillers, cappers, sterilizers, CIP cleaning machines, filtration equipment, and packaging machinery.
Beverage equipment emerged alongside the growth of the beverage industry and has developed in tandem with it. As early as 1890, glass bottle filling machines were manufactured in the United States. In 1912, crown capping machines were invented, followed by integrated filling and capping systems. In the early 20th century, Germany also produced manual filling and capping machines.
Countries with advanced beverage equipment technology include Germany, the United States, Italy, and Sweden. While China started later, its development has been rapid and it has gained a significant position in the international market.
Furthermore, the application of aseptic cold filling technology in beverage production is expanding. Aseptic cold filling equipment originated in the UK and then spread to the United States and various European countries. It has mainly been used in the fruit juice industry and over the past decade has entered the market for dairy and other beverage filling.
Types of Beverage Production Equipment
I. Water Treatment Equipment
Water is the primary ingredient used in beverage production, and the quality of water significantly affects the beverage's overall quality. Therefore, water must undergo treatment to meet process requirements. Water treatment equipment can be classified into three categories based on their functions: water filtration equipment, water softening equipment, and water disinfection and sterilization equipment.
A. Water Filtration Equipment
- Sand and Media Filters Sand and media filters, also known as multimedia filters, are mechanical filtration devices that use layered beds of anthracite, sand, fine-crushed garnet, or other materials. The principle behind this filtration is to filter out particles of different sizes from the water through depth filtration. Larger particles are removed at the top layer, while smaller particles are removed deeper within the filter media. This process results in water quality meeting coarse filtration standards, reducing the water's SDI (Silt Density Index) and meeting the requirements of deep purification.
- Activated Carbon Filters Activated carbon possesses adsorption properties and some turbidity removal capabilities. The structure and arrangement of activated carbon filters are similar to those of sand and media filters. Hence, activated carbon adsorption is often referred to as activated carbon filtration. These filters are mainly used to remove organic impurities and colloidal particles from water, and they can also be used for dechlorination.
- Sand Core Cartridge Filters Sand core cartridge filters, also known as sand cartridge filters, are well-established in water treatment equipment. They are suitable for treating water with low organic matter, bacteria, and other impurities.
- Microfiltration Filters Microfiltration is a novel membrane separation technology. It can remove particles larger than 0.01 μm from liquids and gases, as well as bacteria. This filter boasts features like high capture capacity, large filtration area, long service life, high filtration precision, low resistance, high mechanical strength, absence of detachment phenomena, strong acid-alkali resistance, and user-friendliness. This technology is widely used in fine filtration and sterilization processes.
B. Water Softening Equipment
- Ion Exchangers Ion exchangers are commonly used devices in water treatment. Through specific processes, they can be used for water softening or desalination. Ion exchangers temporarily fix unwanted ions from the raw water using ion exchange resins, reducing their concentration to the desired level. These ions are released into the regenerating solution and the exchange resins can be reused. Essentially, this involves a physical-chemical reaction between insoluble electrolytes (resins) and other similar ions in the solution.
- Electrodialysis Electrodialysis is a new technology in separation, concentration, purification, and recovery processes, widely used in chemical, pharmaceutical, and food industries. In the food industry, it is applied for softening (desalination) water in soda and beer production. Electrodialysis involves the use of ion exchange membranes with selective permeability and good conductivity. Under the influence of a direct current electric field, anions and cations are selectively transferred through anion exchange and cation exchange membranes, respectively, achieving purification.
- Reverse Osmosis Equipment Reverse osmosis is the largest and relatively most mature membrane technology applied on an industrial scale. It accounts for approximately half of all membrane separation applications and represents a significant breakthrough in membrane technology. Reverse osmosis separates solvents from solutions using reverse osmosis membranes. Its applications range from desalination of seawater and water softening to the concentration of vitamins, antibiotics, hormones, bacteria, viruses, and the concentration of juices, milk, and coffee. Reverse osmosis equipment offers continuous operation, stable water quality, no need for acid-alkali regeneration, no downtime due to regeneration, water savings for backwash and cleaning, production of ultrapure water at high yields (up to 95%), and low operational and maintenance costs.
- Ultrafiltration
Although the development of ultrafiltration technology started relatively late in China, it has progressed rapidly. With its continuous promotion and increasing awareness, the beverage production industry will undoubtedly benefit from it.
Ultrafiltration membrane equipment comes in several different forms for industrial applications, including plate, tubular, spiral plate, and hollow fiber forms. Most of the domestically applied forms are plate and tubular, with hollow fiber membranes gaining widespread use in water treatment.
Hollow fiber ultrafiltration membranes are the most mature and advanced form of ultrafiltration technology. These membranes are developed from flat membranes and have thin films with spatially three-dimensional geometries. They exhibit significant membrane permeability without relying on extremely thin semi-permeable membranes. Hollow fiber membranes are equipped with micro-pores across their walls, and their pore size is expressed using the relative molecular weight of the retained substance. The retention molecular weight can range from several thousand to several hundred thousand. Due to their hollow cylindrical configuration, they significantly increase the production capacity of membrane permeation equipment per unit volume. The raw water flows under pressure on the outside or inside of the hollow fibers, constituting external pressure and internal pressure types. Ultrafiltration is a dynamic filtration process, where retained substances can be discharged according to concentration, preventing membrane surface clogging and enabling long-term continuous operation. In ultrafiltration applications, using a reasonably sized small-diameter hollow fiber membrane bundle, the resulting permeate volume is equivalent to that obtained on over ten square meters of ultra-thin flat membranes.
Hollow fiber membranes are long, thin membrane tubes with an inner membrane layer bonded to a sponge-like outer wall. The outer wall has large pores, while the inner layer functions in ultrafiltration separation. The size of the inner membrane pores determines the size of obstructed substances within the tube. Hollow fiber membranes are about 200μm in diameter, made from inert nonionic polymers, and possess a unique isotropic (skin) structure, demonstrating high flow rates. Their characteristics include a large membrane area per unit volume of the device, fast liquid permeation speed due to the thin membrane wall, and high strength due to the hollow cylindrical structure.
Beverage Production Sterilization and Disinfection Equipment
- Ozone Sterilizers Ozone sterilization utilizes the strong oxidative properties of ozone to achieve sterilization. Ozone is a potent oxidizer, with 15-30 times higher sterilizing efficiency compared to chlorine. It takes about 5-10 minutes at a specific concentration to achieve sterilization. Ozone can eliminate various types of bacteria effectively. It is widely used abroad for water disinfection, deodorization, and color removal. In domestic applications, it's commonly used for sterilization in mineral water and purified water production.
- Ultraviolet Sterilizers When microorganisms are exposed to ultraviolet light, their proteins and nucleic acids absorb energy from the UV spectrum, causing protein denaturation and microbial death. UV light has certain penetration ability in clean and transparent water, making it effective for water disinfection. UV sterilization doesn't alter the physical and chemical properties of water. It offers fast and efficient sterilization, is odorless, and thus finds broad applications.

Sterilization Equipment
Sterilization is a crucial step in beverage processing. Beverage sterilization differs from medical and biological sterilization. Beverage sterilization has two primary goals: first, to kill pathogenic and spoilage microorganisms in the beverage, as well as inactivate enzymes, allowing the beverage to have a certain shelf life in specific environments like sealed bottles, cans, or other packaging containers; second, to protect the nutritional components and flavor of the beverage as much as possible during the sterilization process. Thus, sterilized beverages are considered commercially aseptic.
There are two main categories of sterilization methods: physical sterilization and chemical sterilization. Chemical sterilization involves the use of sterilizing agents such as hydrogen peroxide, ethylene oxide, sodium hypochlorite, etc. Due to concerns about chemical residues, modern food sterilization trends lean towards physical methods. Physical sterilization includes heat sterilization and cold sterilization. Heat sterilization methods are further divided into wet heat sterilization, dry heat sterilization, microwave sterilization, and far-infrared heating sterilization. Cold sterilization methods include ultraviolet radiation sterilization, ionizing radiation sterilization, and freezing sterilization. Wet heat sterilization methods include the Pasteurization method, High-Temperature Short Time (HTST) method, and Ultra-High Temperature (UHT) instantaneous sterilization method. Pasteurization is a low-temperature, long-time sterilization method, with a temperature below 100°C and a holding time of 30 minutes. The HTST method involves sterilizing at temperatures below 100°C, such as 85°C for milk, for at least 15 seconds. The UHT method involves sterilizing at temperatures above 120°C for just a few seconds. HTST and UHT sterilization methods are not only efficient but also excel in preserving the structure, appearance, nutrition, and flavor of food compared to other sterilization methods. Consequently, there are various types of beverage sterilization equipment developed based on these sterilization methods.
Sterilization equipment is classified based on the form of the treated materials into the following three categories:
(1) Sterilization Equipment for Fluid Beverages Fluid beverages refer to unpackaged dairy products, fruit juices, etc. The sterilization equipment for these materials is divided into direct and indirect methods. The direct method involves steam directly injected into the material for sterilization. The indirect method employs plate and tube heat exchangers for heat exchange and sterilization.
(2) Sterilization Equipment for Canned Beverages For canned beverages, bottled beverages, etc., that have packaging containers, the sterilization equipment can be classified into atmospheric sterilization equipment and pressurized sterilization equipment based on the sterilization temperature. Atmospheric sterilization equipment uses a sterilization temperature below 100°C and is suitable for sterilizing beverage products with a pH value below 4.5. The principle of Pasteurization is applied in designing can sterilization equipment. Pressurized sterilization equipment is performed in closed equipment with pressures greater than 0.1 MPa and temperatures typically around 120°C. Both atmospheric and pressurized sterilization equipment can be operated intermittently or continuously. Based on the heat source, they can be divided into direct steam heating sterilization equipment, water heating sterilization equipment, continuous flame sterilizers, etc.
(3) Physical Sterilization Equipment Using Electromagnetic Waves This category of sterilization equipment uses microwave, far-infrared, ultraviolet, and other physical radiation for heating sterilization. It's a promising development in sterilization technology.
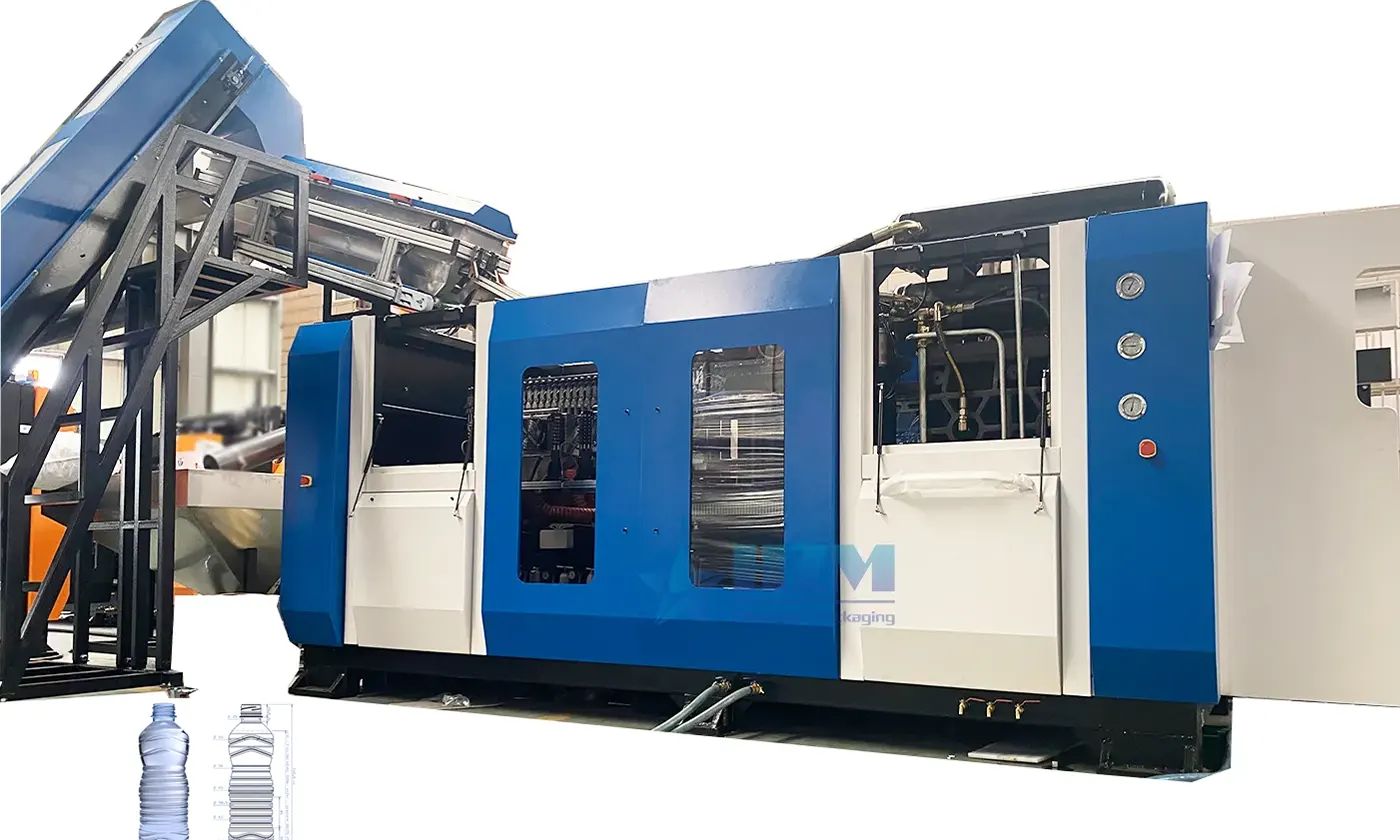
Bottle Rinsing Machine
The bottle rinsing machine is suitable for filling and production of bottled beverages, mineral water, colas, and other liquid materials. It cleans plastic bottles and provides solutions for large and medium-sized production plants as well as individual machines.
The machine features include:
(1) The bottle rinsing machine is specialized equipment for cleaning various sizes of plastic bottles, glass bottles, and other beverage bottles.
(2) The equipment is compact in structure with a comprehensive control system, offering easy operation and maintenance.
(3) The cleaning process is reasonable, using a spray method to rinse both the inside and outside of bottles and automatically drain residual water from the bottles. After cleaning, the empty bottles meet hygiene requirements.
(4) Changing bottle shapes only requires replacing the star wheel and guide plate, making operation simple and convenient.
(5) It's suitable for cleaning new and old bottles of various shapes and materials. With its reasonable structure, simple operation, and easy maintenance, it finds wide applications in the production of wine, beverages, soy sauce, vinegar, pharmaceutical liquids, and more.
Beverage Filling Equipment

From the perspective of material packaging, beverage filling equipment can be categorized into liquid filling machines, paste filling machines, powder filling machines, and granule filling machines. Among these, liquid filling machines are commonly used in beverage production. Based on the level of automation, they can be further divided into semi-automatic filling machines and fully automatic filling production lines. Regarding the presence of gas in the filled material, there are three types: pressure equalizing filling machines, atmospheric pressure filling machines, and negative pressure filling machines.
Pressure Equalizing Filling Machines
Pressure equalizing filling machines typically maintain a certain filling pressure within the storage tank. When the container to be filled enters the machine, it is initially inflated with gas. This gas can be compressed air or carbon dioxide gas, with carbon dioxide being preferable. Once the pressure inside the container matches the pressure in the storage tank, the filling valve opens, and the liquid content flows into the container due to its own weight. Throughout the filling process, the gas inside the container must be smoothly expelled, either back into the storage tank or an air chamber.
In beverage production and filling, pressure equalizing filling is widely adopted. The process unfolds as follows:
(1) Initial Position: The bottle has not yet come into contact with the filling valve, and all gas and liquid passages are closed.
(2) Inflation Pressure: The bottle and the filling valve cover rise to a predetermined position. At this point, the rotary fork opens the inflation valve, allowing pressurized gas to enter the bottle through the inflation channel.
(3) Liquid Filling and Gas Return: When the pressure inside the bottle matches the pressure in the storage tank, the liquid valve automatically opens. The liquid flows down along the bottle's wall, and simultaneously, the displaced gas within the bottle is returned to the liquid filling cylinder through the gas return pipe. The liquid filling ends when the liquid level inside the bottle reaches the lower end of the gas return pipe.
(4) Valve Closure: The rotary fork closes both the pressure gas valve and the liquid valve.
(5) Carbonation: The top carbon dioxide valve opens, and carbon dioxide or other inert gases are introduced into the bottle through the annular groove, displacing the air at the bottle neck.
(6) Pressure Release: The pressure release valve opens, and the pressure inside the bottle is expelled through a needle valve in the pressure release channel, releasing into the annular groove.
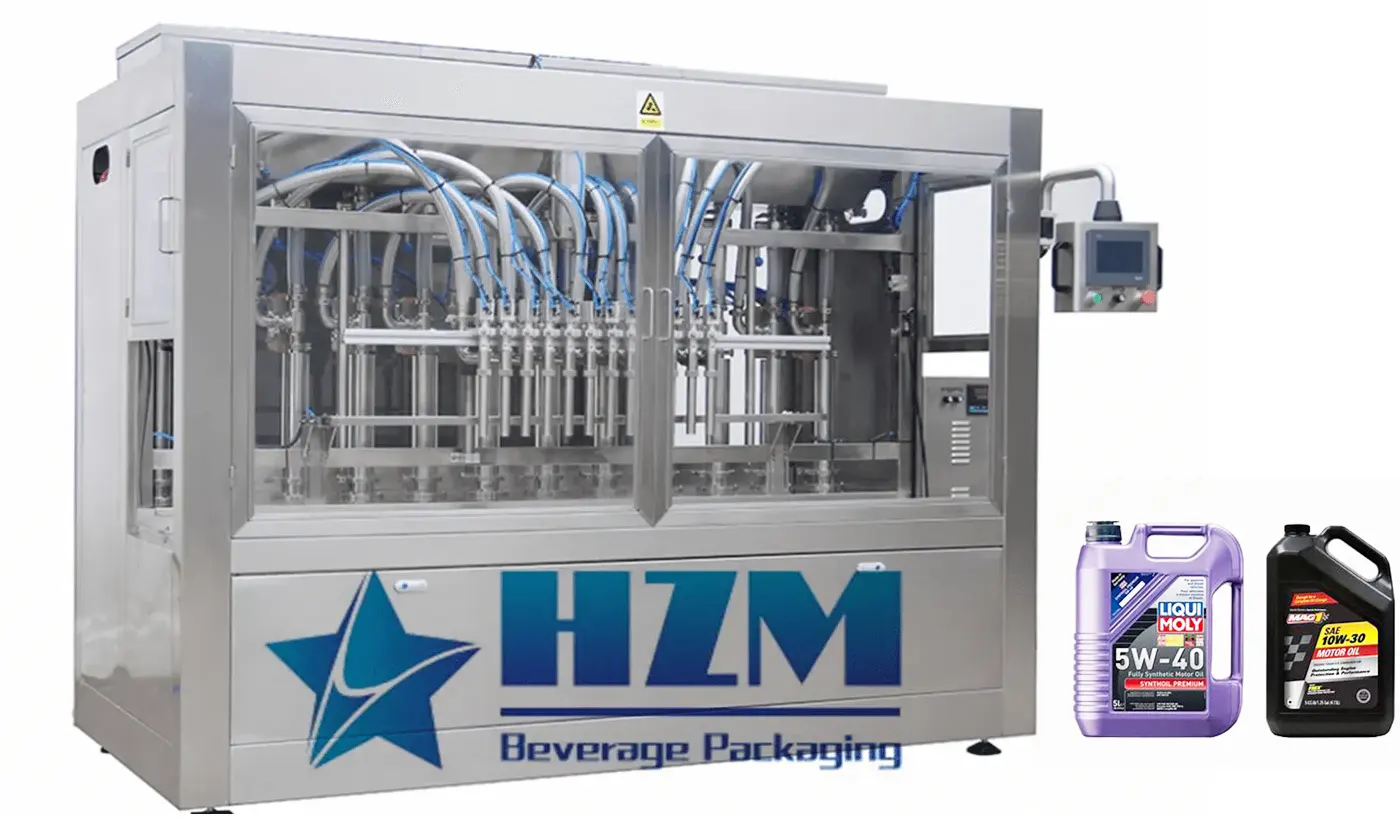
Atmospheric Pressure Filling Machines
Many beverages, such as juices, dairy beverages, and syrups used in secondary soda filling, do not naturally contain carbon dioxide. These types of beverages are typically filled using atmospheric pressure filling machines. An atmospheric pressure filling machine mainly consists of a filling system, bottle entry and exit mechanism, bottle lifting and tank mechanism, working table, and transmission system. This type of equipment is used for filling non-carbonated liquids and is generally of the rotary type. Under the action of the transmission system, the rotating shaft drives the turntable and the quantitative cup to rotate together. The liquid material flows from the storage barrel into the quantitative cup through a pipeline by its own weight. The bottle carrier lifts the bottle under the action of a cam. As the bottle mouth rises against the pressure cap, the spring compresses, causing the slide valve to slide upward along the inner hole of the movable cup. With the rotation of the shaft, the quantitatively measured cup has moved away from beneath the feed pipe, entering the filling position. When the slide valve rises to open the liquid inlet hole, the liquid flows into the bottle, and the gas inside the bottle is expelled through four small grooves on the lower surface of the pressure cap. This completes the filling task for a bottle. As the turntable rotates, the quantitative cup sequentially moves directly below and performs quantification work. Upon moving away from the quantification position and entering the filling position again, the process of bottle filling repeats continuously.
Negative Pressure Filling Machines
This type is often referred to as a vacuum filling machine. The filling process involves keeping the storage tank at atmospheric pressure. During filling, only the bottle's interior is evacuated to create a vacuum. When the vacuum reaches a certain level, the liquid flows into the bottle from the liquid storage tank due to the pressure difference. This method is primarily used for filling non-carbonated liquids such as juices. Because of the vacuum environment, if a bottle leaks, the filling process stops, reducing losses. However, in a vacuum, certain aromatic liquids might lose some fragrance. Negative pressure filling requires strict specifications for bottle sizes, as the depth to which the filling nozzle goes inside the bottle determines the filling volume. Bottle volume directly affects the accuracy of quantification. Despite this, due to its ease of adjustment, it remains widely used.
CIP Cleaning System
CIP equipment is suitable for multi-pipeline sterilization machines where the fluid material directly contacts the equipment. For beverages like juices, dairy products, concentrated fruit juices, and soy milk, on-site cleaning (i.e., CIP cleaning) is a commonly used method in beverage production plants to ensure product quality. The goal of cleaning is to remove residues from equipment and pipe walls to meet hygiene standards. In general, cleaning must be performed every 6 to 8 hours of continuous use. In special cases, when a significant decrease in production capacity is observed, immediate cleaning is necessary. The purpose of cleaning is to remove adhered dirt from machinery to prevent microbial growth. To achieve this, the cleaning system must supply the cleaning capacity required to overcome contaminants. There are three sources of cleaning capacity: kinetic energy generated by the flow of cleaning liquid, chemical energy from detergents, and thermal energy in the cleaning liquid. These three capacities complement each other. Simultaneously, the capacities interact with time. Under the same conditions, a longer cleaning time yields better cleaning results.
Advantages of CIP:
(1) Maintains consistent cleaning effectiveness to enhance product safety.
(2) Saves operating time and improves efficiency, reduces labor and ensures operational safety, saves cleaning water and steam.
(3) Ensures stable hygiene levels and reduces the usage of cleaning agents.
(4) Allows for large-scale production equipment and high automation.
(5) Extends the lifespan of production equipment.
Beverage Packaging and Transportation System

As the final step in beverage production, the beverage packaging and transportation system covers labeling, transport packaging, stacking, and other processes. Commonly used equipment includes bottle conveyors, labeling machines, beverage packaging machines, and automatic stacking machines.
Bottle Conveyors:
These machines transfer filled beverage bottles from one section of the production line to another. They can use conveyors, rollers, or other devices to ensure the smooth movement of bottles along the production line.
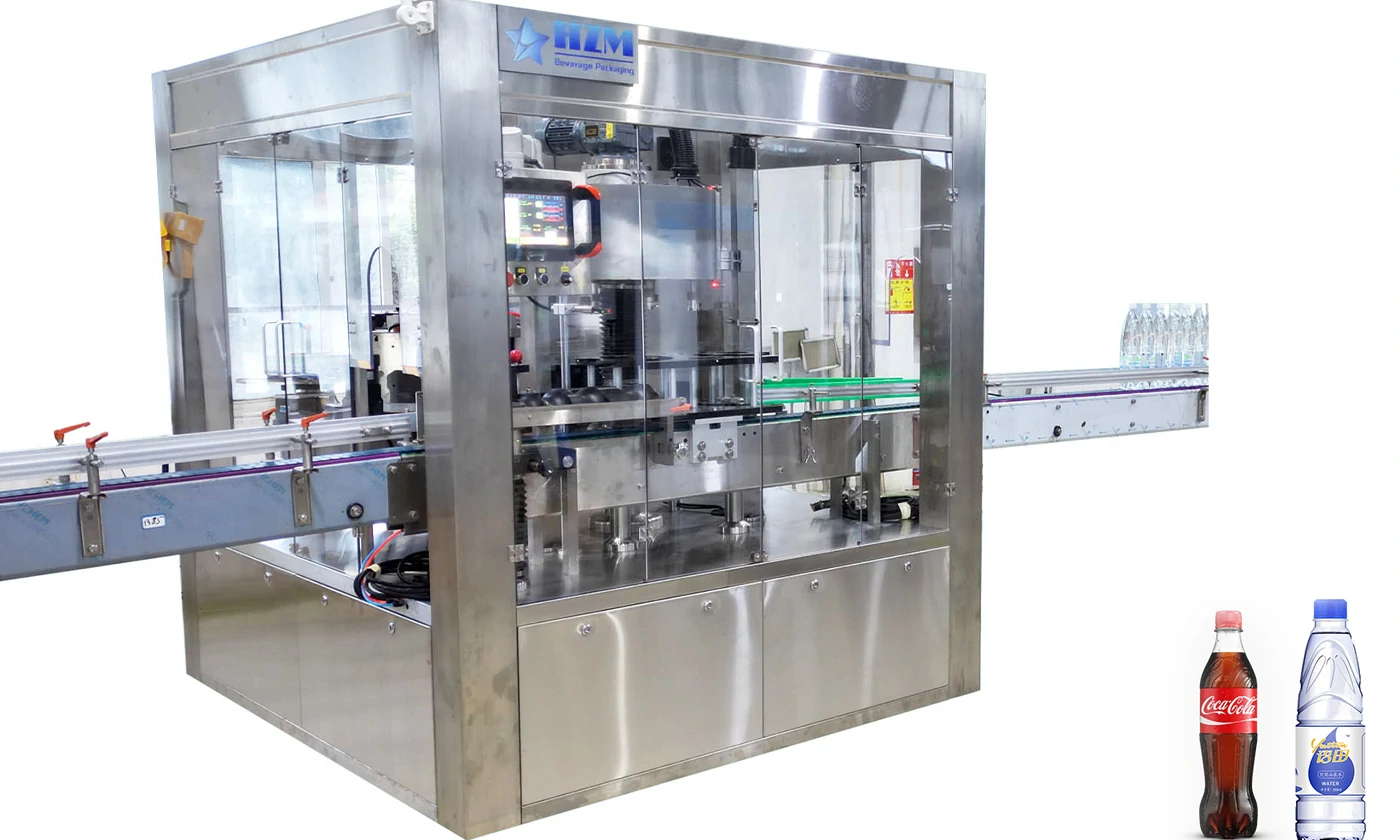
Labeling Machines:
Labeling machines are responsible for attaching labels to beverage bottles. These labels may include brand information, product details, nutritional information, barcodes, etc. Labeling machines can automatically or semi-automatically apply labels to bottles as needed.
Beverage Packaging Machines:
This equipment is used to place labeled beverage bottles into appropriate packaging, such as cardboard boxes, plastic film, paper packaging, etc. This helps protect beverages from contamination, damage, or leakage.
Automatic Stacking Machines:
Automatic stacking machines are used to stack properly packaged beverage bottles according to specific rules, forming stable stacks for better transportation and storage management. This enhances transportation efficiency and reduces the risk of damage during transportation.
By combining these pieces of equipment, an efficient and automated beverage packaging and transportation system can be realized. These systems ensure product quality, enhance production efficiency, reduce labor input, and guarantee safe and damage-free product transportation. Different types of beverage production lines may utilize different configurations of equipment to accommodate various scales and production needs.
TAG: Beverage Filling Machines Beverage Packaging Equipment Beverage Packaging Machine
How to Choose and Maintain Beverage Packaging Machines: An Expert’s Experience Sharing
The difference between beverage packaging machine and beverage filling machine
Differences Between Hot Filling and Cold Filling in Beverage Filling Machines
Should You Choose a Large or Small Beverage Packaging Machine?
The 10 Most Common Questions Customers Have About Beverage Packaging Machines
How Many Bottles Per Minute Can a Small Beverage Packaging Line Fill?
Essential Beverage Production Terms for Industry Professionals



-
![2-in-1 Monoblock Edible Cooking Oil Filling and Capping Machine]()
2-in-1 Monoblock Edible Cooking Oil Filling and Capping Machine
-
![10L Water Filling Machine 1200BPH – Automatic Washing Filling Capping Machine]()
10L Water Filling Machine 1200BPH – Automatic Washing Filling Capping Machine
-
![3-in-1 PET Bottle Filling Machine , Mono-block filling machine]()
3-in-1 PET Bottle Filling Machine , Mono-block filling machine
-
![Beverage Packaging Machine for Juice, Soft Drinks, Carbonated Drinks, and Energy Drink]()
Beverage Packaging Machine for Juice, Soft Drinks, Carbonated Drinks, and Energy Drink
-
![Glass Bottle CSD & Water Drinks Filling Machine]()
Glass Bottle CSD & Water Drinks Filling Machine