


















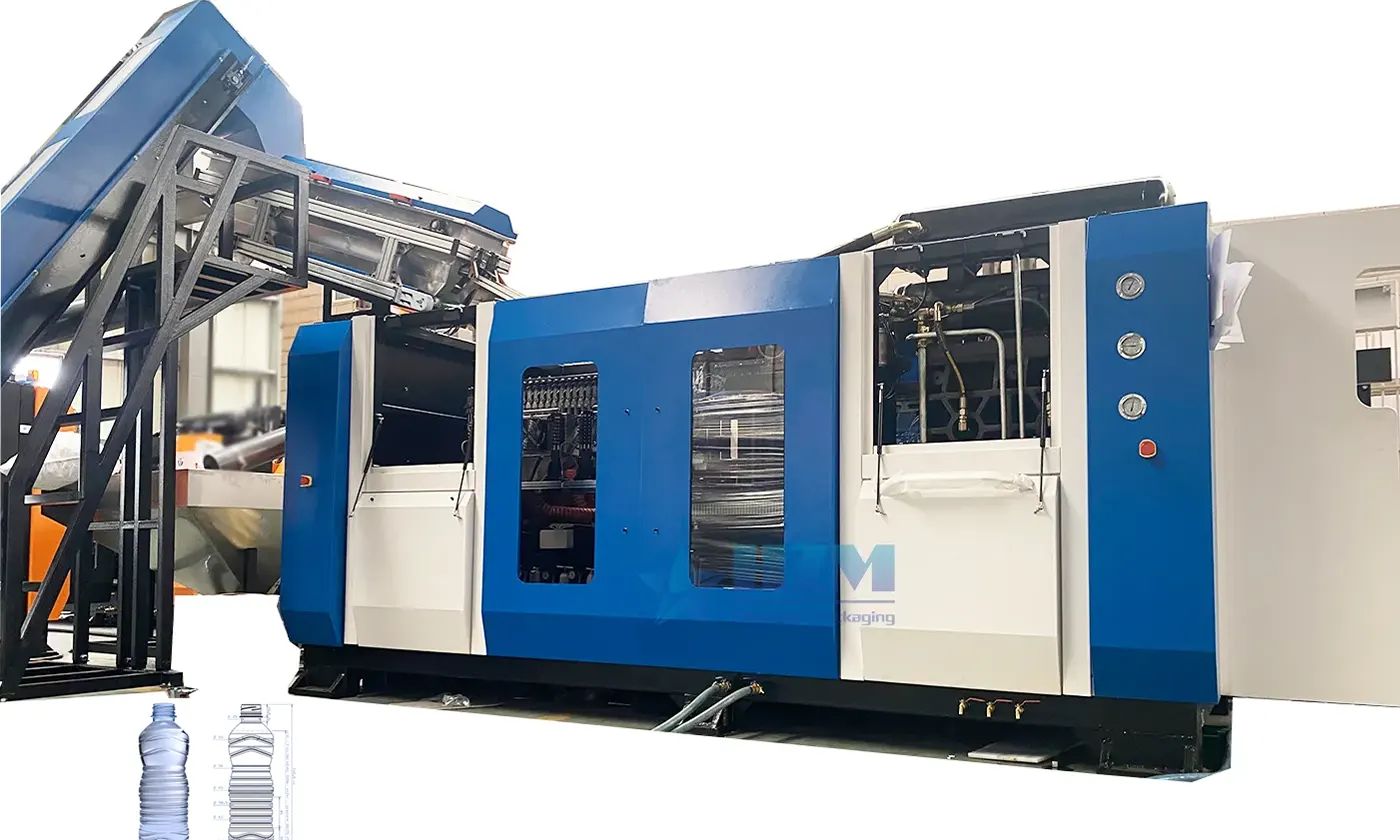






























PET Bottle Blow Molding Work Instruction
I. Purpose
To standardize the operational behavior of personnel in the blow molding workshop, ensuring the quality of finished bottles meets the required standards.
II. Scope
Blow molding workshop
III. Preparation for Entry into the Blow Molding Area
3.1 Close the blow molding area 30 minutes in advance. Simultaneously, turn on the UV lamps in the unpacking area, changing room, and air shower room.
3.2 After hand washing and disinfection, change into work attire in the changing room following the sequence: wear work cap → put on work suit → wear work pants → wear work boots → wash hands and disinfect.
3.3 Spend 30 seconds in the air shower room before entering the blow molding area.
IV. Pre-start Preparation
4.1 Check the production date of received bottle preforms, material type, abnormal bottle embryo quality, integrity of packaging, and cleanliness.
4.2 Open various valve pipes, start auxiliary equipment (chiller, air compressor), and check if auxiliary equipment is running properly.
4.3 Check if high-pressure air is above 2.0MPa and low-pressure air is above 0.6MPa.
4.4 Clean the molds, check for loose bolts and connections in the transfer area, and inspect the installation components during the mold installation process.
4.5 Check for air leaks in the air pipe joints on each mold.
4.6 Disinfect direct contact areas with bottle preforms using 75% disinfectant alcohol-dipped non-woven cloth on bottle clamp, main chain, heating chain, bottle ejector, and mechanical hand.
4.7 Turn on the main power switch, start the control panel by using the key, check and confirm the correctness of blow molding process parameters.
4.8 Check if emergency stop buttons are in normal condition.
4.9 Perform servo debugging on the equipment.
4.10 Turn on the "heating" switch, wait for the furnace temperature to reach the set temperature according to the process.
4.11 After servo debugging, enter automatic operation, click "system start," then sequentially click "upper embryo" → "main chain" → "heating chain" → "pick embryo" to start the idle operation. During idle operation, confirm and observe the running status according to "Crystal Bottle Blowing Machine Operation Procedure" section
V. Start of Production
5.1 Click "send embryo," wait for the preform to fill the preform area, click "block embryo," and then click "molding." Inspect the blow molding action and check the appearance and durability of the bottles.
5.2 After confirming the quality of the finished bottles, click "molding" → "outlet chain" → "block embryo" → "send embryo" to enter formal production status.
5.3 During production, pay attention to the bottle transport situation in the air duct. Promptly address bottle jam issues.
5.4 During production, continuously monitor the quality of bottles and machine operation. Prohibit occurrences of embryo jams or bottle jams.
5.5 During production, dropped bottle preforms and finished bottles on the machine must not be used. They must be uniformly collected for scrap disposal.
VI. Shutdown:
6.1 Temporary shutdown
6.1.1 Click "block embryo" to enter idle operation. The furnace temperature remains in the production state, suitable for shutdown time ≤ 10 minutes.
6.1.2 Click "block embryo" → "molding" → "pick embryo" → "heating chain" → "main chain" → "upper embryo" → "outlet chain" to bring the equipment to a stop. Close the "heating" switch for shutdown time > 10 minutes.
6.2 Full shutdown
6.2.1 Click "block embryo," wait for the remaining preforms in the furnace area to finish blowing.
6.2.2 Close the "heating" switch. Once the furnace temperature drops to room temperature, click "molding" → "pick embryo" → "heating chain" → "main chain" → "upper embryo" → "outlet chain" → "system stop."
6.2.3 Safely turn off the control panel power key, main power switch, and shut down auxiliary equipment such as the chiller and air compressor. Perform equipment lubrication and maintenance, recording in the "Equipment Maintenance Record."
VII. Shutdown Cleaning and Hygiene
7.1 Clean the machine and the dropped bottle preforms and finished bottles beneath it, placing them in the designated area for scrap disposal.
7.2 Use clean non-woven cloth to wipe residual oil, foreign substances, and dust debris from contact areas such as bottle clamp, main chain, heating chain, bottle ejector, and mechanical hand.
7.3 Wipe residual oil, foreign substances, and dust debris from the machine table using clean non-woven cloth.
7.4 Implement protective measures or return the residual preforms in the hopper and the preforms in the blow molding workshop to storage, based on the production plan.
7.5 Sweep and mop the floor to clean up any debris.
VIII. Completion of Work Leaving the Blow Molding Area
8.1 Turn off the UV lamps in the blow molding area, unpacking area, changing room, and air shower room, and turn off the lighting.
8.2 After hand washing and disinfection, change out of work attire in the changing room following the sequence: remove work cap → remove work suit → remove work pants → remove work boots → wash hands and disinfect.
8.3 Finally, check if doors and windows are closed, and water, electricity, and gas are turned off.
IX. Periodic Disinfection Work
9.1 During continuous production, perform a weekly spray disinfection of the blow molding area using a 100PPM chlorine dioxide solution.
9.2 When restarting production after a prolonged shutdown, perform a spray disinfection of the blow molding area using a 100PPM chlorine dioxide solution.
9.3 When restarting production after a prolonged shutdown, wipe down the machine table and air duct areas with clean non-woven cloth dipped in 75% disinfectant alcohol.
9.4 During continuous production, perform a weekly wipe-down disinfection of the machine table and air duct areas with clean non-woven cloth dipped in 75% disinfectant alcohol.
9.5 Work attire should be washed and disinfected as needed. After washing, air dry and place it under the UV lamp in the changing room for disinfection.
X. Relevant Records
10.1 "Blow Molding Process Production Record"
10.2 "Blow Molding Machine Equipment Inspection Form"
10.3 "Equipment Maintenance Record"
Compiled by:
Reviewed by:
Approved by:
Date:
Date: Date:
TAG: Blow Molding Machine PET Bottle Blow Molding Machine
Bottled Water Production Line Equipment Prices And Parameters
Optimized Production Process for Plastic Extrusion Blow Molding Machine
Maintenance and Care Guidelines for Bottle Blowing Machine: 21 Tips
Delving into the Working Principles and Selection of Blow Molding Machines
From Manual to Automatic: Energy-Efficient PET Blow Molding for China
Blow Moulding machine Manufacturer Price



-
![2-in-1 Monoblock Edible Cooking Oil Filling and Capping Machine]()
2-in-1 Monoblock Edible Cooking Oil Filling and Capping Machine
-
![10L Water Filling Machine 1200BPH – Automatic Washing Filling Capping Machine]()
10L Water Filling Machine 1200BPH – Automatic Washing Filling Capping Machine
-
![3-in-1 PET Bottle Filling Machine , Mono-block filling machine]()
3-in-1 PET Bottle Filling Machine , Mono-block filling machine
-
![Beverage Packaging Machine for Juice, Soft Drinks, Carbonated Drinks, and Energy Drink]()
Beverage Packaging Machine for Juice, Soft Drinks, Carbonated Drinks, and Energy Drink
-
![Glass Bottle CSD & Water Drinks Filling Machine]()
Glass Bottle CSD & Water Drinks Filling Machine